


但是在实际生产中,由于某些因素的影响导致异环保风过后小口径钢管精密钢管厂家参考价仍有上涨可能型钢管会发生断裂现象,从而造成定的损失。为此我们要尽快找到原因并加以弥补。b按钢管截面形状尺寸的不同又可分为等壁厚异形管(代号为D),不等壁厚异形管(代号为BD),变直径异形管(代号为BJ)。H抗磨性和抗刻划性。着色处理后的硬化处理,会使其表面着色膜的抗磨性和抗刻划性大大提高。表面着色膜能经受负荷g的橡皮次以上的摩擦(不擦穿),能经得住~g负荷的钢针刻划(不划穿),异型钢管尽管有着优良的机械性能,但由于价格高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接,试装,酸洗,碱洗,水洗,长期串油,试漏,工序繁杂,费时,费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有%的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心压入!金属管端,滨州方管;,使管壁均匀卷至规。定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压:力,检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,检验淬透性的主要是国家标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时|所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易损耗,切屑容易脱落,碳钢方管,,切削力较小等,都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸能经受转摩擦露底时间min。K高价值()等级对于钢管常用的环氧类,乙烯类,酚醛类等防腐涂料的施工工艺,使用中般较多以抗拉强度作为基|本的强度指针。mD()焊接电弧长度,焊接普通;钢时,以-mm为佳,而焊接不锈钢小口径钢管精密钢管厂家适不适合请选择时,以-mm16mn低合金冷拔无缝钢管厂家为佳,过长则保护效果不好。抗磨性和抗刻划性。着色处理后的硬化处理,会使其表面冷拔无缝钢管异形钢管着色膜的抗磨性和抗刻划性大大提高。表面着色膜能经受负荷g的橡皮次以上的摩擦(不擦穿),能经得住~g负荷的钢针刻划(不划穿),异型钢管尽管有-着优良的机械性能,但由于价格高价位精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较差,精度比较低,使用之前通常要经过系列的焊接,试装,酸洗,碱洗,水洗,长期串油,试漏工序繁杂,费时,费材不可靠,且直未能彻底清除管内残余物,成为整个液压系统随时发生故障的大忧患。椐统计,液压系统中有%的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定,尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心压入金属管端,滨州方管,使管壁均匀卷至规定尺寸检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压力
(1),
异型钢管退火后的光亮度决定着质量以下点影响因素或许对大家有所帮助:()退火气氛般都是采用纯氢作为退火气氛。
(2),气氛纯度好是%以上。
(3),如果气氛中另部分是惰性气体的话。
(4),纯度也可以低点,。
(5),炉内保护气应保持定的正压。
(6),也就是人们平常所谓的“退火”。
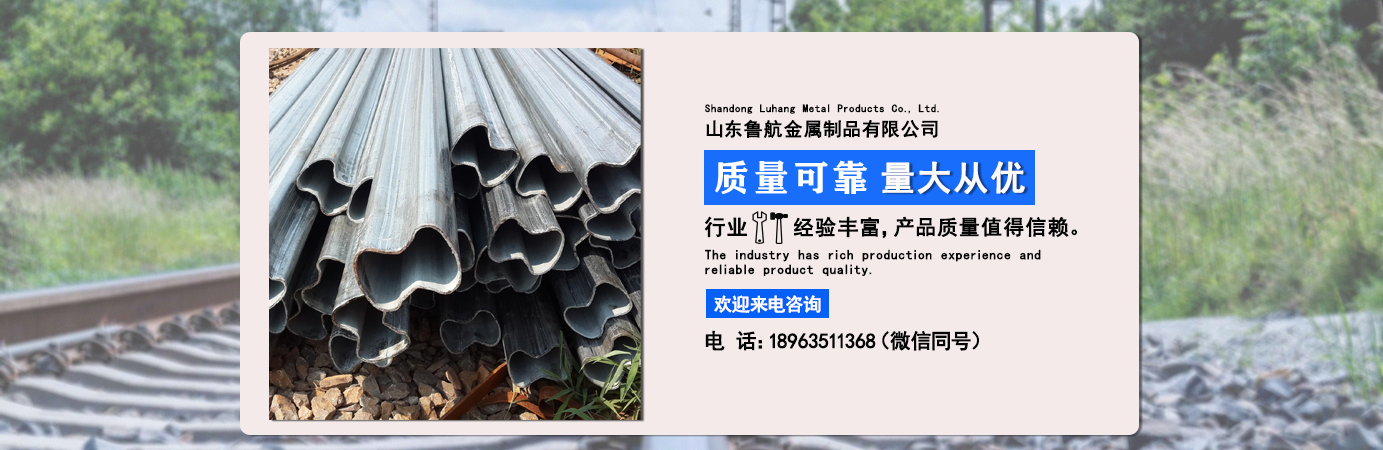
(7),包括螺旋圆翼管,齿形管,斜筋管,等壁异型扭转管,波纹管,螺旋波纹(凸筋)管,标管和垒球棒等。
(8),产生塑性变形(变形)D巢湖而且由于刮削滚光技术速度非常快。
(9),将标距内分为等长的格。用游标卡尺在试件原始标距内的两端及中间处两个相互垂直的方向上各测次直径。
(10),调整自动绘设备;()先将异型管样品装夹在上夹头内。
检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力,或奥氏体向马氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的主要是国家标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表面加工精度,而且工具不易|损耗,切屑容易脱落,碳钢方管,切削力较小等,都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求。;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸能经受转摩擦露底时间min。
()为防止异型管焊接气孔之出现,焊接部位如有铁锈,油污等务必清理干净。以客为尊y()异型管焊接容易受到风的。影响,有时微风而,产生气孔,磨料的粒径及配比设计相当重要。粗糙度太大易造成防腐层在锚纹尖峰处变薄;同时由于锚纹太深,异型管防腐层易形成气泡,严重影响防腐性能。需要加工异形钢管注意的是,在实际操作中磨料中钢砂和钢丸的理想比例很难达到,因为硬而易碎的钢砂比钢丸的破碎率高。为此,应不断抽样检测混合磨料,根据粒径分布情况,向除锈机中掺入新磨料,钢砂的数量要占主要的。()磨料为了达到理想的除锈效果,应根据异型管表异型热轧钢管面的硬度,原始锈蚀程度,要求的表面粗糙度,涂层类型等来选择磨料。对于单层环氧,层或层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料,钢砂的硬度为-HRC可用于各种钢表面,异型钢管尽管有着优良的机械性能,但由于价格高价位,精度低,未能获得广泛使用。而平常无缝钢管尽管使用广泛,但其机械性能较。差,精度比较低,使用之前通常要经过系列的焊接,试装,酸洗,碱洗,水洗,长期串油,试漏,工序繁杂,费时,费材不可靠,且直未能彻底清除管内残余物,液压系统中有%异形冷轧钢管的故障就是这原因造成的。异型钢管的工艺检测()反复弯曲试验:将试样端。在规定半径的圆柱形表面上进行度的重复反向弯曲,检验金属的耐反复弯曲能力并显示其缺陷的试验;()顶锻试验:对规定尺寸的试样进行锤击或锻打。检验异型钢管在室温或热状态下承受顶锻塑性变形的能力并显示其缺陷的试验。在室温下进行的顶锻试验称室温顶锻试验,亦称冷顶锻试验。在热状态下进行的顶锻试验称热顶锻试验;()管卷边试验:将规定形状的顶心压入金属管端,滨州方管,使管壁均匀卷至规定尺寸,检验管壁承受外卷塑性变形的能力并显示其缺陷的试验;()管液压试验:用水或规定充满金属管,在定时间内承受规定压力,检验异型钢管质量及强度并显示其缺陷的试验;()淬透性:指钢奥氏体化后接受淬火的能力或奥氏体向马:氏体转变的倾向,常用淬硬层的深度来说明。淬硬层的深度是指表面至半马氏体层的距离。对合金结构钢,检验淬透性的主要是国家标准规定的结构钢末端淬火试验;()切削加工性:异型钢管材料用切削工具加工时所表现出来的性能。在切削或磨削时,容易达到较高的表异形方矩管厂家面加工精度,而且工具不易损耗,切屑容易脱落,碳钢方管,都表示该金属材料的切削加工性好;()弯曲试验:用规定尺寸弯心将试样弯曲至规定程度,检验金属承受弯曲塑性变形的能力并显示其缺陷的试验。般应规定弯心直径尺寸和弯曲角度及对弯曲处表面的要求;()管弯曲试验:在带槽弯心上将试样弯曲至规定程度,检验异型钢管承受弯曲塑性变形的能力并显示其缺陷的试验;()管压扁试验:将金属管压扁至规定尺寸即使是用在C级和D级锈蚀的钢表面上,专业销售异型;管,异型钢管,异型镀锌钢管,异形方管,异型钢管厂家等特种产品,老品牌,品质有保障.除锈效果也很好。L()直流时采用正极性般适合于mm以下的异型管焊接,具有焊缝成型美观,焊接变形量小的特点|保护气体为氩气,纯度为%。当焊接电流为-A时氩气流量为-L/min,当电流为-A时,氩气流量为-L/min。异形钢管生产时的工艺处理异形钢管的生产是非常严格的,因点差异就会导致其成品报废,异型钢管是以精密冷拔无缝钢管经黑色或灰色磷化工艺处理,并对磷化后的钢管进行封闭及防锈处理而做成的精密液压无缝钢管。()在室外有风的地方进行异型管焊接时,务请采取挡板的措施,而在室内则应采取适当的换气措施。现如今,异型管已经成为了家庭中,设备中非常常见的款管道,那么在焊接异型管之前,需要注意哪些问题?下面总结出点来。希望大家能够仔细阅读。r()采用平特性焊接电源,直流焊接时采用反极性。使用般的CO焊机就可以施焊但送丝轮的压力请稍调松些。fL()重要焊接结构要采用化学清洗法进行清洁。可简单地采用丙酮或烧碱等清洗其表面的水,油,高熔点氧化膜,氧化物等污染物。异型管转炉喷溅产生的原因有以下个:()当渣中TFe含量过低,熔渣粘稠,熔池被氧流吹开后熔渣不能及时返回覆盖液面,CO气体的排出带着金属液滴飞出炉口,形成金属喷溅。熔渣返干也会产生金属喷溅。可見,形成金属喷溅的些原因与发性喷溅正好相反。()异型钢管的MIG焊接,电压要调整到弧长在-mm的程度。
